視頻不僅展示了護(hù)欄1M型防撞護(hù)欄廠家直接面向客戶產(chǎn)品的外觀和功能,更通過(guò)用戶的使用案例和反饋��,展現(xiàn)了產(chǎn)品的實(shí)用性和可靠性����,增強(qiáng)了觀眾對(duì)產(chǎn)品的信任感。
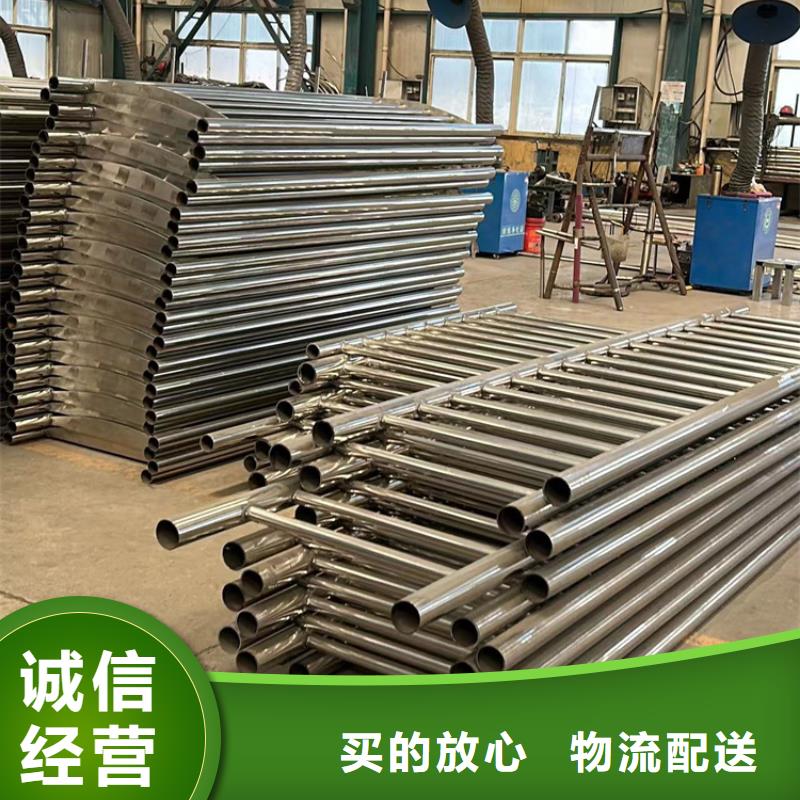
以下是:護(hù)欄1M型防撞護(hù)欄廠家直接面向客戶的圖文介紹
以匠心理念做好每一個(gè)鋁合金護(hù)欄廠
鋁合金護(hù)欄廠的詳細(xì)介紹
廠家精選價(jià)格美麗
欄1M型防撞護(hù)欄廠家直接面向客戶")
欄1M型防撞護(hù)欄廠家直接面向客戶")
欄1M型防撞護(hù)欄廠家直接面向客戶")
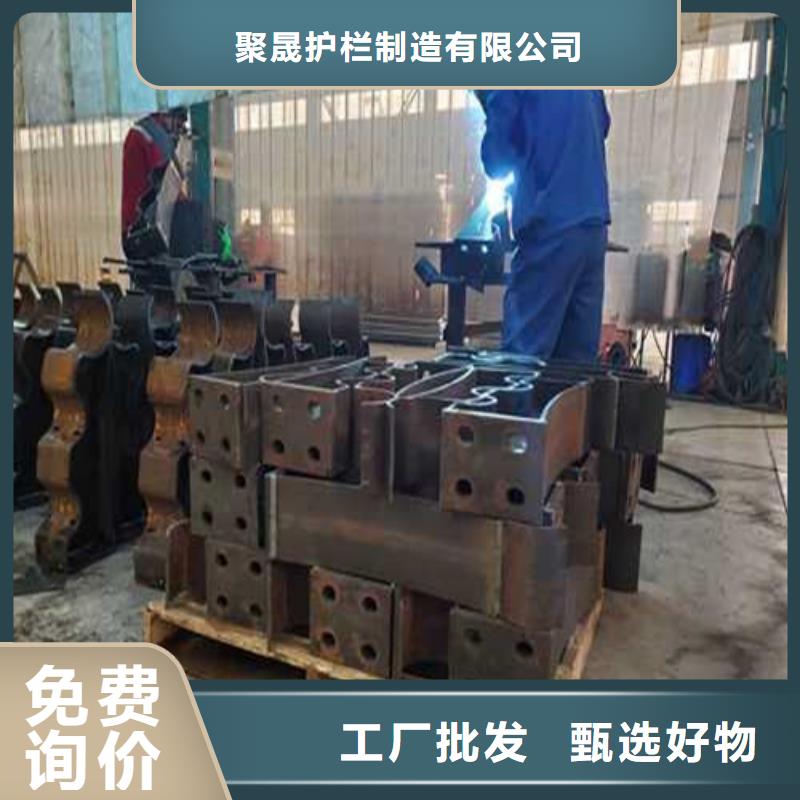
內(nèi)襯不銹鋼復(fù)合鋼管的焊接順序?yàn)橄群笍?fù)合層����, 后焊基層, 即封焊層→打底焊層→過(guò)渡層→填充層→蓋面層����。 其中的技術(shù)措施主要包括以下幾點(diǎn): (1) 管子對(duì)焊組對(duì)時(shí), 其內(nèi)壁應(yīng)齊平��, 內(nèi)壁錯(cuò)邊量不宜超過(guò)管壁厚度的 10%�����,且應(yīng)≤2 mm。 (2) 焊接時(shí)�, 應(yīng)盡量采用多層焊, 各焊層焊道的接頭應(yīng)盡量錯(cuò)開���。焊道不宜太寬太厚��, 以免增加坡口加工量�, 焊道成形均勻�、 美觀。 (3) 點(diǎn)固焊時(shí)管內(nèi)必須充氬�����, 以保證點(diǎn)固焊焊縫質(zhì)量�。 打底焊時(shí)����,仰焊位置采用內(nèi)填絲, 立焊�、 平焊位置采用外填絲法進(jìn)行焊接。 (4) 應(yīng)在坡口內(nèi)引弧���, 禁止在非焊接部位引弧���, 接弧處應(yīng)保證焊透與熔合��, 熄弧時(shí)應(yīng)填滿弧坑�����, 焊接即將結(jié)束時(shí)��, 應(yīng)減小氬氣流量�����, 防止氣壓過(guò)大使焊縫產(chǎn)生凹陷����。 (5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū)��, 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷��, 焊絲端部不得退出保護(hù)區(qū)��, 防止焊絲氧化���。

欄1M型防撞護(hù)欄廠家直接面向客戶")
欄1M型防撞護(hù)欄廠家直接面向客戶")
欄1M型防撞護(hù)欄廠家直接面向客戶")


欄制造有限公司(立山分公司)名片")